


新着情報
Informations

雑誌会
2023.12.06
雑誌会 高屈折率のポリイミドフィルム
この『雑誌会の部屋』は、化学系の雑誌を中心に独断と偏見で研究例を選び、不定期でご紹介するコーナーです。
高屈折率を目指した、硫黄含有ポリイミド/TiO2ハイブリッド材料のお話です。
Sulfur-Rich Polyimide/TiO2 Hybrid Materials with a TunableRefractive Index
Kajari Mazumder, Eva Bittrich, Brigitte Voit,* and Susanta Banerjee
ACS Omega 2023, 8, 43236−43242
(本文)
https://pubs.acs.org/doi/epdf/10.1021/acsomega.3c07151
随分前から、硫黄を導入すると屈折率が上がることがわかっています。
下記もその一例で、硫黄とポリイミドを組み合わせた研究例です。
『高屈折率を示す含硫黄ポリイミドの光透過性と屈折率の波長分散』
http://www.ando-cap.mac.titech.ac.jp/Conf_07/Nakamura_Pic07.pdf
その歴史について、どのようなきっかけで、どうやって硫黄を導入することが始まったか?については、調べ切れておりませんが、少なくとも1980年代には硫黄を屈折率向上に利用していたようです。
https://jp.mitsuichemicals.com/jp/special/mr/history/
また最近ではチタン(酸化チタン)を導入して高屈折材料を得ようとする研究も行われているようです。
『有機チタン化合物を使用した高屈折材料の設計』
https://www.m-chem.co.jp/documents/.assets/2019_filmtech_kansai.pdf
てなことですが、今回の研究例は上記、(硫黄+ポリイミド)に酸化チタンを導入した合わせ技となります。
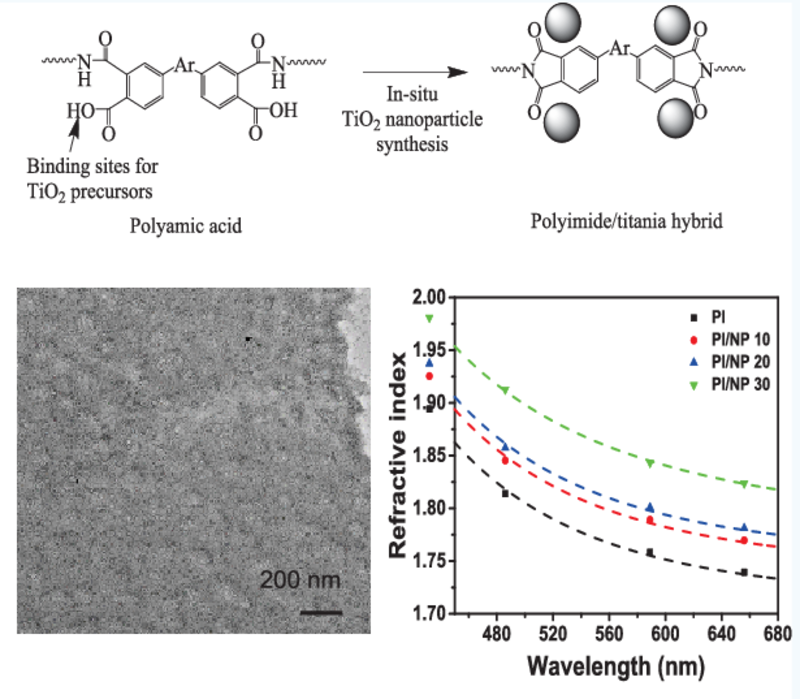
手法はScheme 1に出ている通りで、硫黄を含むポリイミドを合成し、そこへ酸化チタンを導入して、酸化チタンを含むポリイミド(Polyimide containing TiO2)を試作したようです。
評価したサンプルは表1に示されている通りで、PIは酸化チタン(TiO2)の微粒子を含んでいない場合です。ただ、この場合でも、硫黄構造が含まれているので、屈折率は高くなっていると思われます。例えば、下記の資料中、5ページ目にあるポリイミドの屈折率は1.602あるいは1.610(589.3nm)であるのに対して、表2を見ますと、PIの屈折率=1.757(589nm)となっています。
http://fibertech.or.jp/JPIC/pdf/2011_05.pdf
表1に戻ります。
このPIをリファレンスとして、PI/NP 10=TiO2の微粒子が10 wt%含有、PI/NP 20=TiO2の微粒子が20 wt%含有、PI/NP 30=TiO2の微粒子が30 wt%含有と、TiO2の微粒子の含有率を変えたサンプルを作製して、評価したようです。
なお、TiO2の粒子はルチル構造を取るようです。
ルチル構造については、
https://solid-mater.com/entry/rut
Scheme 1の最後まで行った、加熱してイミド化したPIあるいはPI/NP 10~30をDMFに20%(w/v)で溶かして、IES(interference-enhanced Si substrates)ウェハー上にスピンコートして評価用サンプルとしたようです。
まずは作製したサンプルをFT-IRで評価しています。
1780 cm−1 (asym. C=O str.), 1720 cm−1 (sym. C=O str.), 1385 cm−1 (C−N), and 1253 cm−1 (C−F)が見られ、加熱により首尾よくイミド化されたことがわかったようです。これは全てのサンプルに見られたようです。なお、イミド構造(FT-IR)については、
https://www.mst.or.jp/Portals/0/case/pdf/c0570.pdf
また、800−650 cm−1 のピークは Ti−O−Tiに由来するもので、PI/NP 10~30に見られたようです。
更に3700−3000 cm−1にはブロードなピークが見られ、Ti-OHに由来するものと思われます。これはTiO2微粒子の原料である、Ti(OBu4)が加水分解してできたもののようです。
次に、熱特性を調べています。
図2(a)はTGA、図2(b)はDSCの結果です。
TGAとDSCについては、
https://www.spsj.or.jp/equipment/news/news_detail_50.html
まず、TGAの方ですが、重量減少の領域は3つのゾーンに分けられ、150℃までは、残余していた水分および溶媒が除去されたもので、150℃~400℃はポリイミド中の炭素、水素、酸素が除去に由来、400℃以上では、更なる燃焼により、有機物が分解した結果によるものみたいです。
表2の5%重量が減少した温度を見ると、PIでは480℃であったのに対して、PI/NP 10~30では210~260℃と大きく下がったようです。これは、TiO2が含まれたことにより、イミド化が不完全となり、その結果、5%分解温度が下がったのではないか?と考察しています。
次にDSCの結果ですが、表2に見られますように、Tg(ガラス転移点温度、 https://www.perkinelmer.co.jp/tabid/2125/Default.aspx )がPI=260℃だったのに対して、PI/NP 10~30では、275~305℃とTgが上がったようです。これは、TiO2にyほり、架橋が促進されたからみたいです。
さて、製膜したフィルムですが、クラックやピンホールの発生が重要なカギとなるようです。
そこで、表面の状態をAFM( https://www.cerij.or.jp/service/05_polymer/morphological_observation_01.html )で観察したようです。
ここでは、表面粗さ(算術平均粗さ)を示すRaと二乗平均平方根粗さを示すRqで評価しています。
Ra(算術平均粗さ、本文ではRa)については、
『Raはもっとも一般的な表現方法で、算術平均粗さと呼びます。表面粗さの平均を取るため一部に大きな傷があっても影響を受けにくく、全体的な表面の粗さをチェックできるのが特徴です。』とあります。
また、Rq(二乗平均平方根粗さ、ここではRms)については、
『Rms (二乗平均平方根粗さ) は、基準面に対する凹凸のばらつきを2乗し、加算したのちに平方根を取る方法です。表面粗さの指標としてはRaと似ていますが、大きな凹凸があると値が大きくなるので、平均的なばらつきと一部の大きな凹凸の両方を考慮したい場合に使います。』とあります。
https://freelance-aid.com/articles/mechanical-design/1250.html
さらに、RMSあらさ(root mean square roughness、Rq)については、
『表面あらさの定量表示の一つで,基準長さにわたって得られたあらさ曲線の中心線(山と谷の面積が等しくなるように引かれた線:あらさの中心線)からの高さ方向距離の二乗平均の平方根で定義されたあらさ.あらさ曲線の高さ分布の標準偏差を表している.』とあります。
https://www.jsme.or.jp/jsme-medwiki/doku.php?id=16:1000033
結果が、図3および図4に出ています。
PIはRa=0.32 nm、Rq=0.41 nm、
PI/NP 10はRa=0.64 nm、Rq=0.91 nm、
PI/NP 20はRa=2.66 nm、Rq=3.24 nm、
PI/NP 30はRa=5.89 nm、Rq=7.23 nm、
だったようです。
特にPI/NP 10については、Raが1nm以内に収まり良好だったようです。
一般に、ナノ粒子の含有率が高くなれば、フィルム表面の均一性は下がる傾向にありますが、今回の研究例ではTiO2が良く分散していたことがわかったようです。
図5はPI/NP 10をTEMで観察した結果(平面図および断面図)になります。平面図から、TiO2ナノ粒子がポリマーマトリックス内によく分散し、約100 nmの大きな島となるアイランド構造を形成していることがわかったようです。平均ナノ粒子サイズは約5 nmのようです。一方、断面図では、ナノ粒子はほとんど見えなかったようです。(断面測定では、電子ビームは側面方向に試料の約150 nmを横切るのに対し、平面図の試料の厚さは約35 nmであったことが関係?)ただ、深いコントラストがないことから、ナノ粒子は垂直方向に均一に分布していることが示唆されたようです。これは投影効果(厚さ約150 nmのFIBラメラ中のナノ粒子の3次元分布が2次元画像に投影された効果)によるものだったようです。
ここで、FIB(イオン集束ビーム)については、『集束イオンビーム装置は、きわめて細く集束したイオンビームを試料表面で走査することにより、発生した二次電子などを検出して顕微鏡像を観察したり、試料表面を加工したりすることのできる装置です。』とあります。
https://www.hitachi-hightech.com/jp/ja/knowledge/microscopes/fib-sem/descriptions.html
一方、ラメラについては、『層状』という意味です。
https://institute.yakult.co.jp/dictionary/word_31.php
FIBで加工した層状構造ということでしょうか?
そして、いよいよ光学的物性についてです。
図6には、TiO2の含有率と屈折率と当てる光の波長との関係が示されています。
TiO2の含有率が上がると屈折率もあがることがわかります。
過去の類似の研究例では、1.68~1.75ぐらいだったようですが、今回の場合は表2に見られますように、1.785~1.843と高くなったようです。
また、アッベ数については、PIが10であったのに対して、11あるいは12とTiO2を含有したことにより、数値も上がったようです。その結果、分散が小さく、色にじみが少なくて良好になったようです。
なお、アッベ数については、『光はレンズ(プリズム)を通り抜ける時に、異なる色の光に分散します。光の波長によって屈折率が異なるためです。この現象により、レンズを通した視界が赤や青などの「色にじみ(色収差)」が現れることがあります。とくに光の入射角によって分散が大きくなるレンズの周辺部ほど色にじみが気になることになります。
アッベ数とは、この光分散の程度を表す指標。アッベ数の高いレンズほど分散が小さく、色にじみが少なく視界が良好というわけです。』とあります。
https://jp.mitsuichemicals.com/jp/special/mr/lesson/
あるいは、アッベ数と屈折率の関係について、『アッベ数の定義から、アッベ数の小さい物質ほど屈折率の変化率は大きく、アッベ数の大きい物質ほど屈折率の変化は小さくなります。』とあります。
https://www.optics-words.com/kikakogaku/Abbe-number.html
図 7 は、30 wt% の PI/NP 30 という名前のナノハイブリッドのシリコン ウェーハ上の 3 つの薄膜サンプルの偏光解析データのモデル フィットの平均から得られた、屈折率 RI および消衰係数 k の変化を示しています。
図7は、PI/NP 30について、エリプソメーターで測定して得られた屈折率RIと消衰係数kの変化を示しています。k値がゼロに近いということは、特定の波長領域(420~1700nm)において、材料がほとんど吸光度を示さないことを示すようです。なお、吸収・消衰係数の理論から、吸光度Aは、
A=((4×π×k)/λ)×zで表されmzとλは厚み(nm)と波長(nm)のようです。
上記の式を用いると、45nmのPI/NP 30フィルムの透過率(T%)は、589nmで99.9%となるようです。先に報告した、厚さ約10μmの高分子PIの透過率の値は、589nmで81%であったようです。 今回のPI/NP 30フィルムの場合、nmの薄膜の吸光度をμmの範囲に換算すると、厚さ10μmのPI/NP 30薄膜の理論透過率は92%となるようです。したがって、チタニア・ナノ粒子の混入は、最終的なハイブリッド・ポリマー・フィルムの透過率にはあまり影響しないと結論づけることができる。なお、シリコンウェハー上でエリプソメトリー用に調製したin situ形成ハイブリッド薄膜の透過率をUV-vis分光法で直接測定することはできなかったようです。
所感です。
高屈折率光学材料を作るのに、硫黄や酸化チタンなどを導入することは以前から盛んに行われているようです。
実際、私自身も、前職で硫黄とチタンが両方入った高屈折材料の開発も行っておりました。
当時、薄膜でしか実現できず、バルク状にすることが課題でした。
今回の研究例でも、薄膜しか得られていないようです。
ただ、今回の場合、ベースがポリイミドです。ポリイミドは極薄にしても、寸法安定性や熱安定性に優れている特徴があります。
そこに目を付けたということであれば、非常に興味深いところです。
高屈折率を目指した、硫黄含有ポリイミド/TiO2ハイブリッド材料のお話です。
Sulfur-Rich Polyimide/TiO2 Hybrid Materials with a TunableRefractive Index
Kajari Mazumder, Eva Bittrich, Brigitte Voit,* and Susanta Banerjee
ACS Omega 2023, 8, 43236−43242
(本文)
https://pubs.acs.org/doi/epdf/10.1021/acsomega.3c07151
随分前から、硫黄を導入すると屈折率が上がることがわかっています。
下記もその一例で、硫黄とポリイミドを組み合わせた研究例です。
『高屈折率を示す含硫黄ポリイミドの光透過性と屈折率の波長分散』
http://www.ando-cap.mac.titech.ac.jp/Conf_07/Nakamura_Pic07.pdf
その歴史について、どのようなきっかけで、どうやって硫黄を導入することが始まったか?については、調べ切れておりませんが、少なくとも1980年代には硫黄を屈折率向上に利用していたようです。
https://jp.mitsuichemicals.com/jp/special/mr/history/
また最近ではチタン(酸化チタン)を導入して高屈折材料を得ようとする研究も行われているようです。
『有機チタン化合物を使用した高屈折材料の設計』
https://www.m-chem.co.jp/documents/.assets/2019_filmtech_kansai.pdf
てなことですが、今回の研究例は上記、(硫黄+ポリイミド)に酸化チタンを導入した合わせ技となります。
手法はScheme 1に出ている通りで、硫黄を含むポリイミドを合成し、そこへ酸化チタンを導入して、酸化チタンを含むポリイミド(Polyimide containing TiO2)を試作したようです。
評価したサンプルは表1に示されている通りで、PIは酸化チタン(TiO2)の微粒子を含んでいない場合です。ただ、この場合でも、硫黄構造が含まれているので、屈折率は高くなっていると思われます。例えば、下記の資料中、5ページ目にあるポリイミドの屈折率は1.602あるいは1.610(589.3nm)であるのに対して、表2を見ますと、PIの屈折率=1.757(589nm)となっています。
http://fibertech.or.jp/JPIC/pdf/2011_05.pdf
表1に戻ります。
このPIをリファレンスとして、PI/NP 10=TiO2の微粒子が10 wt%含有、PI/NP 20=TiO2の微粒子が20 wt%含有、PI/NP 30=TiO2の微粒子が30 wt%含有と、TiO2の微粒子の含有率を変えたサンプルを作製して、評価したようです。
なお、TiO2の粒子はルチル構造を取るようです。
ルチル構造については、
https://solid-mater.com/entry/rut
Scheme 1の最後まで行った、加熱してイミド化したPIあるいはPI/NP 10~30をDMFに20%(w/v)で溶かして、IES(interference-enhanced Si substrates)ウェハー上にスピンコートして評価用サンプルとしたようです。
まずは作製したサンプルをFT-IRで評価しています。
1780 cm−1 (asym. C=O str.), 1720 cm−1 (sym. C=O str.), 1385 cm−1 (C−N), and 1253 cm−1 (C−F)が見られ、加熱により首尾よくイミド化されたことがわかったようです。これは全てのサンプルに見られたようです。なお、イミド構造(FT-IR)については、
https://www.mst.or.jp/Portals/0/case/pdf/c0570.pdf
また、800−650 cm−1 のピークは Ti−O−Tiに由来するもので、PI/NP 10~30に見られたようです。
更に3700−3000 cm−1にはブロードなピークが見られ、Ti-OHに由来するものと思われます。これはTiO2微粒子の原料である、Ti(OBu4)が加水分解してできたもののようです。
次に、熱特性を調べています。
図2(a)はTGA、図2(b)はDSCの結果です。
TGAとDSCについては、
https://www.spsj.or.jp/equipment/news/news_detail_50.html
まず、TGAの方ですが、重量減少の領域は3つのゾーンに分けられ、150℃までは、残余していた水分および溶媒が除去されたもので、150℃~400℃はポリイミド中の炭素、水素、酸素が除去に由来、400℃以上では、更なる燃焼により、有機物が分解した結果によるものみたいです。
表2の5%重量が減少した温度を見ると、PIでは480℃であったのに対して、PI/NP 10~30では210~260℃と大きく下がったようです。これは、TiO2が含まれたことにより、イミド化が不完全となり、その結果、5%分解温度が下がったのではないか?と考察しています。
次にDSCの結果ですが、表2に見られますように、Tg(ガラス転移点温度、 https://www.perkinelmer.co.jp/tabid/2125/Default.aspx )がPI=260℃だったのに対して、PI/NP 10~30では、275~305℃とTgが上がったようです。これは、TiO2にyほり、架橋が促進されたからみたいです。
さて、製膜したフィルムですが、クラックやピンホールの発生が重要なカギとなるようです。
そこで、表面の状態をAFM( https://www.cerij.or.jp/service/05_polymer/morphological_observation_01.html )で観察したようです。
ここでは、表面粗さ(算術平均粗さ)を示すRaと二乗平均平方根粗さを示すRqで評価しています。
Ra(算術平均粗さ、本文ではRa)については、
『Raはもっとも一般的な表現方法で、算術平均粗さと呼びます。表面粗さの平均を取るため一部に大きな傷があっても影響を受けにくく、全体的な表面の粗さをチェックできるのが特徴です。』とあります。
また、Rq(二乗平均平方根粗さ、ここではRms)については、
『Rms (二乗平均平方根粗さ) は、基準面に対する凹凸のばらつきを2乗し、加算したのちに平方根を取る方法です。表面粗さの指標としてはRaと似ていますが、大きな凹凸があると値が大きくなるので、平均的なばらつきと一部の大きな凹凸の両方を考慮したい場合に使います。』とあります。
https://freelance-aid.com/articles/mechanical-design/1250.html
さらに、RMSあらさ(root mean square roughness、Rq)については、
『表面あらさの定量表示の一つで,基準長さにわたって得られたあらさ曲線の中心線(山と谷の面積が等しくなるように引かれた線:あらさの中心線)からの高さ方向距離の二乗平均の平方根で定義されたあらさ.あらさ曲線の高さ分布の標準偏差を表している.』とあります。
https://www.jsme.or.jp/jsme-medwiki/doku.php?id=16:1000033
結果が、図3および図4に出ています。
PIはRa=0.32 nm、Rq=0.41 nm、
PI/NP 10はRa=0.64 nm、Rq=0.91 nm、
PI/NP 20はRa=2.66 nm、Rq=3.24 nm、
PI/NP 30はRa=5.89 nm、Rq=7.23 nm、
だったようです。
特にPI/NP 10については、Raが1nm以内に収まり良好だったようです。
一般に、ナノ粒子の含有率が高くなれば、フィルム表面の均一性は下がる傾向にありますが、今回の研究例ではTiO2が良く分散していたことがわかったようです。
図5はPI/NP 10をTEMで観察した結果(平面図および断面図)になります。平面図から、TiO2ナノ粒子がポリマーマトリックス内によく分散し、約100 nmの大きな島となるアイランド構造を形成していることがわかったようです。平均ナノ粒子サイズは約5 nmのようです。一方、断面図では、ナノ粒子はほとんど見えなかったようです。(断面測定では、電子ビームは側面方向に試料の約150 nmを横切るのに対し、平面図の試料の厚さは約35 nmであったことが関係?)ただ、深いコントラストがないことから、ナノ粒子は垂直方向に均一に分布していることが示唆されたようです。これは投影効果(厚さ約150 nmのFIBラメラ中のナノ粒子の3次元分布が2次元画像に投影された効果)によるものだったようです。
ここで、FIB(イオン集束ビーム)については、『集束イオンビーム装置は、きわめて細く集束したイオンビームを試料表面で走査することにより、発生した二次電子などを検出して顕微鏡像を観察したり、試料表面を加工したりすることのできる装置です。』とあります。
https://www.hitachi-hightech.com/jp/ja/knowledge/microscopes/fib-sem/descriptions.html
一方、ラメラについては、『層状』という意味です。
https://institute.yakult.co.jp/dictionary/word_31.php
FIBで加工した層状構造ということでしょうか?
そして、いよいよ光学的物性についてです。
図6には、TiO2の含有率と屈折率と当てる光の波長との関係が示されています。
TiO2の含有率が上がると屈折率もあがることがわかります。
過去の類似の研究例では、1.68~1.75ぐらいだったようですが、今回の場合は表2に見られますように、1.785~1.843と高くなったようです。
また、アッベ数については、PIが10であったのに対して、11あるいは12とTiO2を含有したことにより、数値も上がったようです。その結果、分散が小さく、色にじみが少なくて良好になったようです。
なお、アッベ数については、『光はレンズ(プリズム)を通り抜ける時に、異なる色の光に分散します。光の波長によって屈折率が異なるためです。この現象により、レンズを通した視界が赤や青などの「色にじみ(色収差)」が現れることがあります。とくに光の入射角によって分散が大きくなるレンズの周辺部ほど色にじみが気になることになります。
アッベ数とは、この光分散の程度を表す指標。アッベ数の高いレンズほど分散が小さく、色にじみが少なく視界が良好というわけです。』とあります。
https://jp.mitsuichemicals.com/jp/special/mr/lesson/
あるいは、アッベ数と屈折率の関係について、『アッベ数の定義から、アッベ数の小さい物質ほど屈折率の変化率は大きく、アッベ数の大きい物質ほど屈折率の変化は小さくなります。』とあります。
https://www.optics-words.com/kikakogaku/Abbe-number.html
図 7 は、30 wt% の PI/NP 30 という名前のナノハイブリッドのシリコン ウェーハ上の 3 つの薄膜サンプルの偏光解析データのモデル フィットの平均から得られた、屈折率 RI および消衰係数 k の変化を示しています。
図7は、PI/NP 30について、エリプソメーターで測定して得られた屈折率RIと消衰係数kの変化を示しています。k値がゼロに近いということは、特定の波長領域(420~1700nm)において、材料がほとんど吸光度を示さないことを示すようです。なお、吸収・消衰係数の理論から、吸光度Aは、
A=((4×π×k)/λ)×zで表されmzとλは厚み(nm)と波長(nm)のようです。
上記の式を用いると、45nmのPI/NP 30フィルムの透過率(T%)は、589nmで99.9%となるようです。先に報告した、厚さ約10μmの高分子PIの透過率の値は、589nmで81%であったようです。 今回のPI/NP 30フィルムの場合、nmの薄膜の吸光度をμmの範囲に換算すると、厚さ10μmのPI/NP 30薄膜の理論透過率は92%となるようです。したがって、チタニア・ナノ粒子の混入は、最終的なハイブリッド・ポリマー・フィルムの透過率にはあまり影響しないと結論づけることができる。なお、シリコンウェハー上でエリプソメトリー用に調製したin situ形成ハイブリッド薄膜の透過率をUV-vis分光法で直接測定することはできなかったようです。
所感です。
高屈折率光学材料を作るのに、硫黄や酸化チタンなどを導入することは以前から盛んに行われているようです。
実際、私自身も、前職で硫黄とチタンが両方入った高屈折材料の開発も行っておりました。
当時、薄膜でしか実現できず、バルク状にすることが課題でした。
今回の研究例でも、薄膜しか得られていないようです。
ただ、今回の場合、ベースがポリイミドです。ポリイミドは極薄にしても、寸法安定性や熱安定性に優れている特徴があります。
そこに目を付けたということであれば、非常に興味深いところです。
pdfはこちら
一覧に戻る


